

Technika mocowania tulei łożyskowych elementów steru na kompozycie polimerowym
Autor : Roman Masek
Urządzenie sterowe klasyczne składające się z maszyny sterowej, płetwy i trzonu steru poddane są bardzo dużym obciążeniom wynikającym ze zmiennych warunków pracy. W wypadku steru opływowego, wykonanego w kształcie płata można analizować pole sił w podobny sposób jak dla płata w aerodynamice. Dla przykładu kąt wychylenia steru będzie tym samym co w aerodynamice kąt natarcia na płat, a powierzchnia steru jest równoznaczna z powierzchnią płata aerodynamicznego. Podstawową siłą dla płata jest siła nośna (L) i również na powierzchni steru (płetwy) jest ona generowana w taki sposób aby osiągała największą wartość przy jednocześnie najmniejszym oporze R (rys.1.). Wartość siły nośnej decyduje o zwrotności okrętu natomiast opór steru wpływa na zwiększenie oporu całego okrętu. Korzystny wpływ siły nośnej na zdolności manewrowe okrętu jest powodem dla którego praktycznie zrezygnowano z konstruowania płetwy jako płata płaskiego na którym praktycznie nie występuje siła nośna. Istnieje wiele profili (przekrój poprzeczny płata steru Tablica 1.) standardowych, które wykorzystuje się w projektowaniu układu sterowego okrętów, mających wpływ na rozkład obciążeń w węzłach mocowania steru do kadłuba.
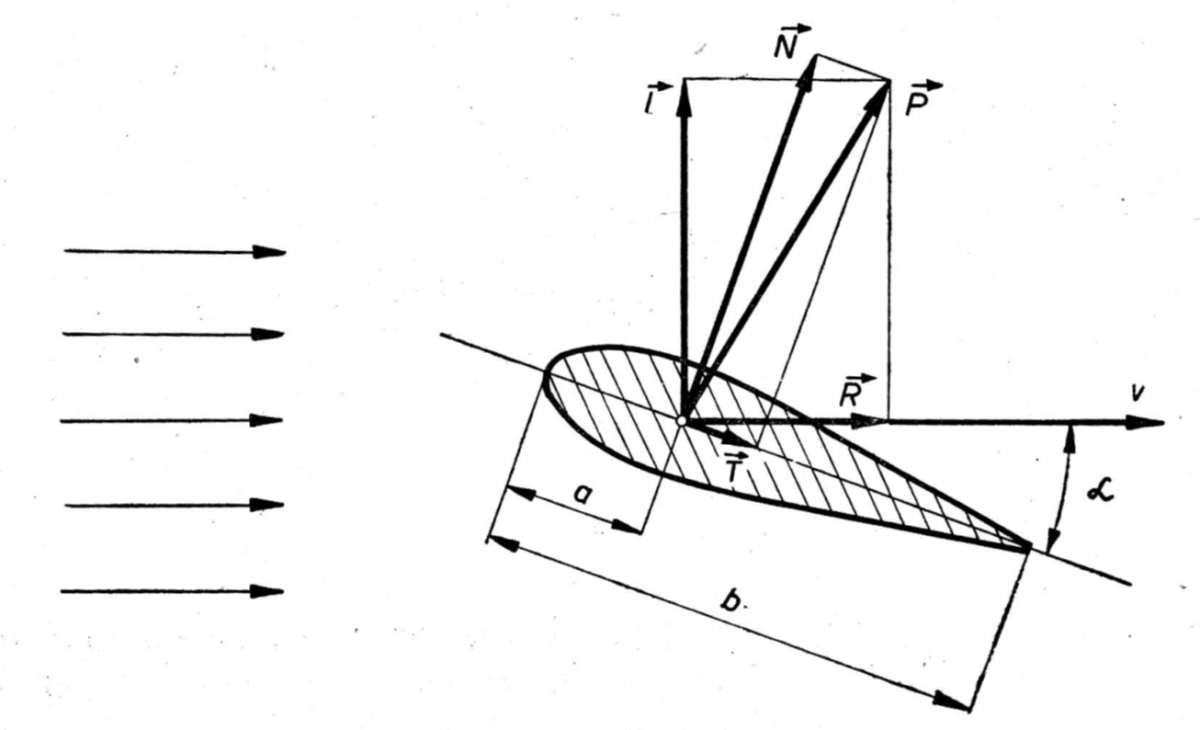
Rys. 1. Rozkład sił działających na profil wychylony pod kątem w stosunku do kierunku przepływającej cieczy; L – siła nośna, R – siła oporu, P - siła hydrodynamiczna (N i T – siła kolejno : normalna i styczna do osi symetrii profilu), v – prędkość cieczy, α – kąt wychylenia profilu.
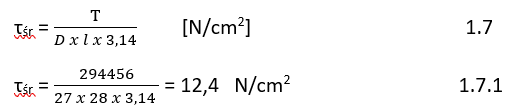
Opisane siły jakie występują w wyniku opływu płetwy sterowej przenoszone są na kadłub okrętu poprzez podpory mocowania steru, z systemem łożyskowania trzonu (łożysko górne rys.2), czopa i wału steru gdy ten występuje. Wypadkowa siła hydrodynamiczna P, którą w tym przypadku nazywamy siłą naporu na ster i oznaczamy Ps , wraz z siłami wywołanymi montażem stanowią sumaryczny nacisk na węzły łożyskowania steru.
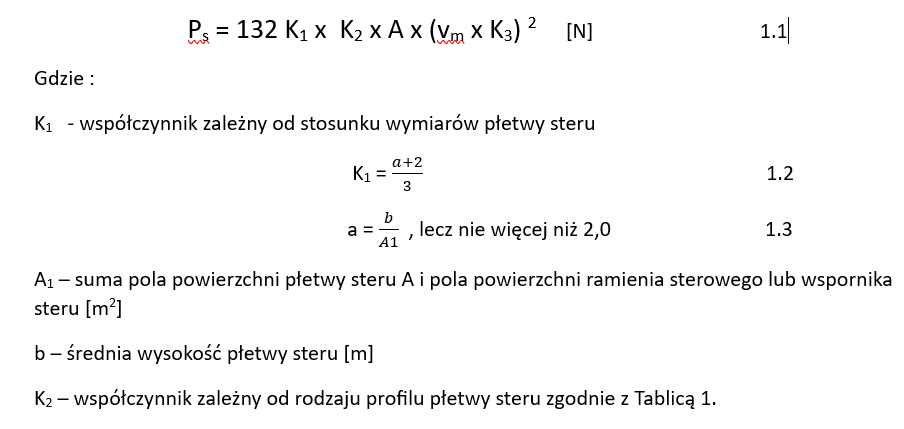
Określenie siły naporu Ps działającej na płetwę steru można dokonać w oparciu o następujący wzór :
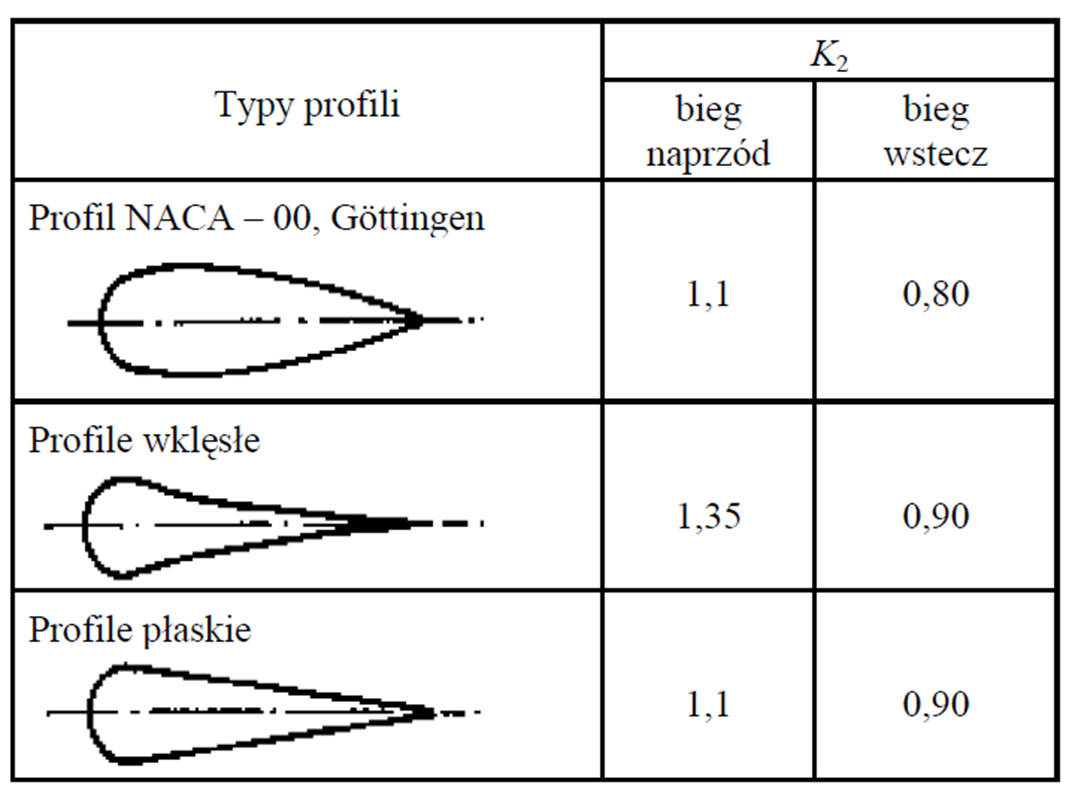
Tablica 1. Współczynnik K2 zależny od rodzaju profilu konieczny do obliczenia (wg wzoru 1.1) naporu działającego na powierzchnię płetwy
A – pole powierzchni płetwy steru
vm – prędkość maksymalna krótkotrwała [węzły]
(minimalna prędkość 10 węzłów)
K3 – 1,15 dla sterów pracujących z dyszą stałą
K3 – 1,0 we wszystkich innych przypadkach
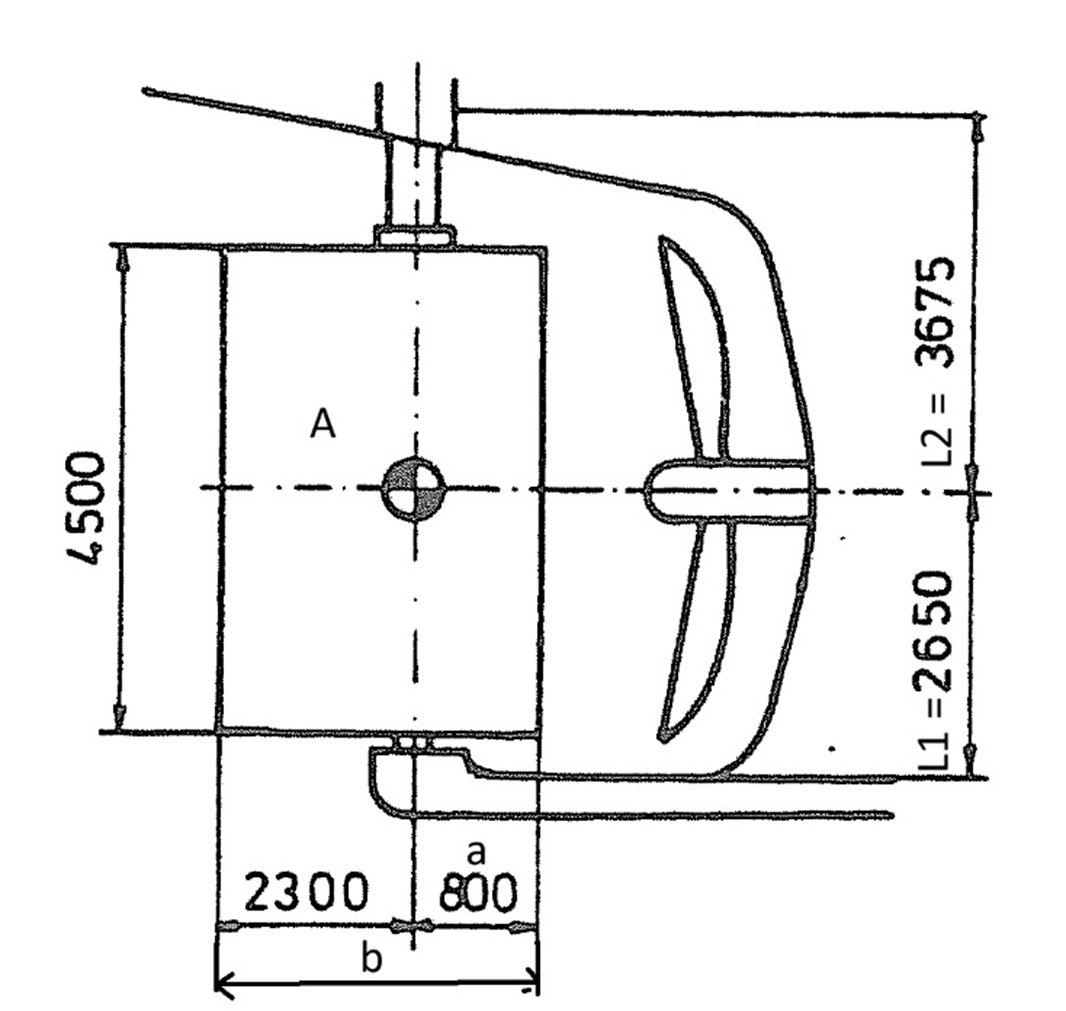
Rys. 4. Wymiary główne steru zrównoważonego z podparciem do obliczeń wg wzoru 1.1
Obliczenie wartości siły naporu na płetwę steru wg wzoru (1.1) :
Wymiary potrzebne do obliczeń przedstawione zostały na rys.4., wartości współczynników w tablicy 1. oraz wg wzorów 1.2, 1.3 Prędkość założona wynosi 10 węzłów (14,5 km/h)

Przy założeniu, że siła działa na środek geometryczny płetwy możemy oszacować rozdział obciążenia na punkty łożyskowania. Obliczenia sił reakcji Rd i Rg w łożyskach - zgodnie z rozmieszczeniem wg rys.4, (dla uproszczenia przyjmujemy dwa punkty łożyskowe oraz pomijamy wpływ momentów sił od zginania i skręcania) mamy :
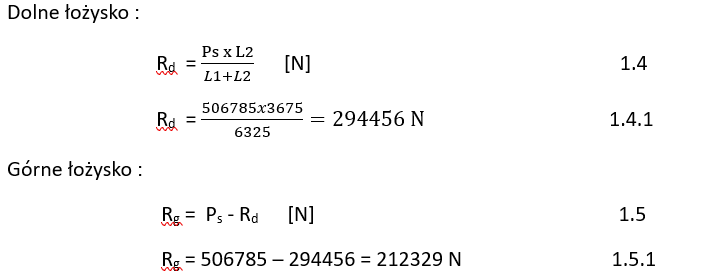
Siła tarcia, która wywołuje naprężenia ścinające na osadzoną tuleję z wewnętrznym współczynnikiem tarcia na poziomie µ = 0,1 wynosi :

Obliczenie średniego naprężenia ścinającego na panewce dla tulei o długości czynnej l = 270 mm oraz średnicy D = φ280 mm :
Wartość naprężenia na warstwę kompozytu wywołane działaniem siły tarcia w panewce, wynosi 0,124 MPa, natomiast dopuszczalne naprężenie na ścinanie dla kompozytu Belzona®1321 wynosi 21 MPa. Zatem naprężenia powstałe w wyniku pracy steru nie stanowią zagrożenia dla stabilności osadzenia tulei sterowych. Znacząco większe naprężenia dopuszczalne dla osadzenia na kompozycie Belzona®1321, pozwalają rozważyć ewentualne przeprojektowanie węzła uwzględniającego rzeczywiste zakresy obciążeń dopuszczalnych. Najlepiej ilustruje to test w którym do wysunięcia tulei brązowej osadzonej w technice klasycznej „na wcisk” użyto siły równej 60 ton, podczas gdy siła równa 260 ton (maksymalna, dysponowana) nie była w stanie nawet poruszyć tej samej tulei - przy osadzeniu na warstwie kompozytu Belzona®1321 !
Klasyczne łożyskowanie (zrównoważony typ steru rys.2.) elementów steru realizowane jest poprzez osadzenie w staliwnych gniazdach płetwy i tylnicy okrętu, ślizgowych tulei wykonanych najczęściej z brązu (fot.1.) z warstwą poślizgową np. spieki brązowo-grafitowe. Podstawowym problemem w montażu tulei jest zapewnienie właściwego posadowienia tulei w gnieździe. Tuleje muszą być osadzone w jednej linii z osią trzonu i wału płetwy przy jednoczesnym właściwym (ścisłym/pasowanym) kontakcie tulei z gniazdem. Wykonanie osadzenia tulei realizuje się jako połączenie wciskowe wtłaczane lub rozprężne. Wzajemne unieruchomienie łączonych w ten sposób części następuje w wyniku tarcia, którego wartość zależna jest od siły docisku i współczynnika tarcia między stykającymi się powierzchniami. Wydaje się zatem, że unieruchomienie będzie tym bardziej trwałe (brak poślizgu czy wysuwania się tulei) im większa będzie wartość siły docisku na powierzchnię gniazda. Intuicyjnie powinna wzrastać siła tarcia wraz ze wzrostem docisku i tak się dzieje, ale tylko do momentu gdy w styku dominują siły sprężyste wywołane odkształceniem połączonych części. Okazuje się, że stałe zwiększanie siły docisku prowadzi wprawdzie do zwiększenia rzeczywistej powierzchni kontaktu (zwiększenie liczby stykających się wierzchołków chropowatości), ale równocześnie obserwuje się spadek wartości współczynnika tarcia oraz wzrost trwałych odkształceń plastycznych prowadzących ostatecznie do powstania mikro-poślizgów, a w konsekwencji do zwiększania się luzu w osadzeniu. Na wywołanie docisku główny wpływ mają siły sprężystości całej tulei i gniazda to jednak mechanika kontaktu połączenia stykowego obrobionych powierzchni może zmienić ich skuteczność.

Fot.1. Ślady uszkodzeń wywołanych poślizgiem między powierzchniami oprawy/gniazda połączenia dociskowego
Dla przykładu 5 krotne zwiększenie siły docisku w stosunku do osadzenia swobodnego powoduje wzrost rzeczywistej powierzchni kontaktu z ok. 10% do 50% , przy jednoczesnej zmianie styku z „sprężystego” do „plastycznego”. Taka sytuacja prowadzi do powiększenia luzu, a więc powierzchnie oddalają się od siebie i w wymiarze molekularnym prowadzi to do osłabienia oddziaływań międzyatomowych, a więc do znaczącego spadku wartości współczynnika tarcia i połączenie staje się niestabilne z możliwością powstania poślizgu (Fot.1). Ważna jest zatem struktura i rodzaj powierzchni współpracujących ze sobą elementów.
Zewnętrzna powierzchnia tulei łożyska powinna mieć chropowatość nie większą niż Ra = 2,5 µm, a chropowatość powierzchni osadczej gniazda nie większa niż Rz = 20 µm. Kolejną kwestią jest dotrzymanie restrykcji związanych z błędami kształtu zarówno tulei jak i gniazda. Chropowatość, błędy kształtu i osiowania to czynniki, które w efekcie końcowym montażu wpływają na zmniejszenie rzeczywistej powierzchni kontaktu powierzchni tulei z gniazdem. W niniejszym opracowaniu zostanie opisana koncepcyjnie odmienna metoda osadzenia, gdzie wymienione parametry pogarszające osadzenie nie będą miały znaczącego wpływu na jakość połączenia. Jak już wspomniano wcześniej rzeczywista powierzchnia styku dwóch elementów metalowych stanowi zwykle niewielki procent nominalnej powierzchni kontaktu. Technicznie kontakt oprócz docisku powierzchniowego zależy jeszcze od rodzaju materiału elementów oraz obróbki powierzchni. Z reguły łożyska ustawia się w gniazdach z pasowaniem wtłaczanym zwykłym H7/s7 zaś dopuszczalne odchylenia osiowości ogranicza się do 0,05-0,1 mm. To zadanie staje się tym trudniejsze jeśli wykonujemy osiowanie z obróbką przenośną wytaczarką, która nie daje tak dobrej dokładności jak obrabiarka stacjonarna. Osobnym wyzwaniem jest samo wtłaczanie tulei łożyskowej w gniazdo tzn. np. przy wciskaniu tulei o średnicy 1125 mm, wysokości 1000 mm i grubości ścianki 45 mm z wciskiem 0,7 – 1,35 mm należy (wg obliczeń) przyłożyć siłę osiową równą 5 MN ! Często w takich przypadkach jest konieczne dodatkowe schłodzenie tulei w „suchym lodzie” lub ciekłym azocie.
Rys.2. Ster zrównoważony z podparciem

Fot.2. Klasyczne osadzenie dociskowe tulei brązowej trzonu steru
Tak duże siły użyte do wtłaczania tulei nie pozostają bez skutku dla jakości połączenia wciskowego ponieważ dochodzi do znacznych odkształceń w warstwie wierzchniej, trwałych odkształceń plastycznych często nawet do „ścięcia” wierzchołków nierówności tworzących strukturę powierzchni łączonych elementów. Naprężenia wywołane montażem, których wartość może wzrosnąć znacząco od obciążeń pracy steru – reakcje w łożyskach (Rys.3, wzór 1.4, 1.5 ), nie mogą przekroczyć dopuszczalnych, aby nie dochodziło do mikro- oraz rozwiniętych poślizgów.
Połączenie wciskowe jakim jest osadzenie tulei ślizgowej w staliwnym gnieździe musi być zatem rozpatrywane jako pewien układ trybologiczny uwzględniający również odkształcenia elementów łączonych jak i interakcje molekularne stykających się powierzchni. Już przez sam fakt, że mamy do czynienia ze stykiem dwóch różnoimiennych metali : brąz/staliwo, należy się spodziewać, że nastąpi indukcja prądów korozyjnych w środowisku wody morskiej (woda zaburtowa wnika w przestrzeń pomiędzy tuleją a gniazdem, zwłaszcza przy wciskach luźnych H7/k6 czy suwliwym H7/h6). Korozję elektrochemiczną uwzględniamy jeśli różnica potencjałów pary metali wynosi co najmniej 50 mV (rys.5.) . Połączenie brązu ze staliwem (tuleja brązowa - gniazdo staliwne) to różnica w potencjałach elektrochemicznych rzędu 300 mV, a to w środowisku elektrolitu (woda morska bogata w jony Cl- nośniki ładunków elektr. ) oznacza przepływ mikro-napięciowego prądu charakterystycznego w procesach korozyjnych w których staliwo jako anoda (-) „oddaje” elektrony co w konsekwencji prowadzi do ubytku masy (rys. 6, fot.3 a) i b)).
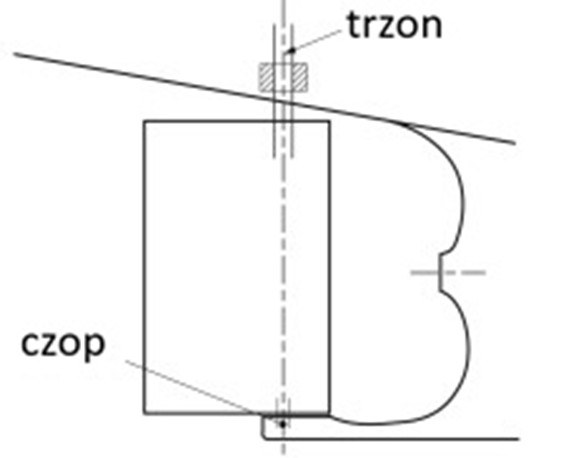
Fot. 3. Obszary znacznych ubytków korozyjnych z dominacją : a) dużych nacisków pomiędzy zewnętrzną powierzchnią tulei brązowej a staliwnym gniazdem, b) wzmożonej korozji elektrochemicznej w strefie osadzenia tulei brązowej.
Wzmożona korozja (korozja ogólna + korozja elektrochemiczna) w strefie osadzenia tulei łożyskowej oznacza ubytek w oprawie staliwnej (anoda), a więc z biegiem czasu do niekorzystnego zmniejszenia powierzchni kontaktu wciskowego pomiędzy tuleją a gniazdem (Rys.6). Głównym skutkiem takiego stanu rzeczy jest zwiększający się luz osadzenia, wzrost wibracji, ryzyko rozbicia tulei z pęknięciami włącznie, pogorszenie pracy steru.
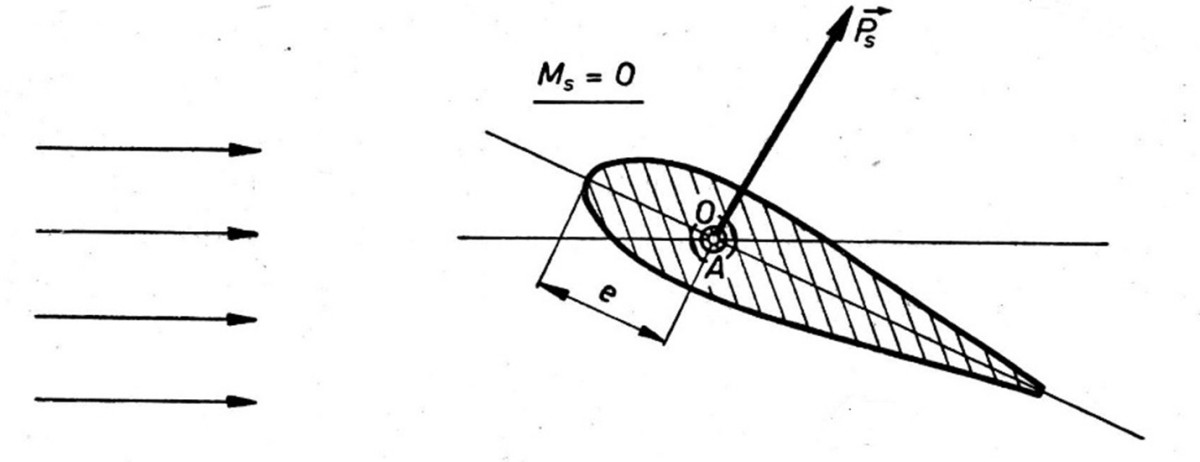
Rys.3. Przyłożenie wypadkowej siły naporu Ps dla steru zrównoważonego. Brak obciążenia momentami siły Ms = 0
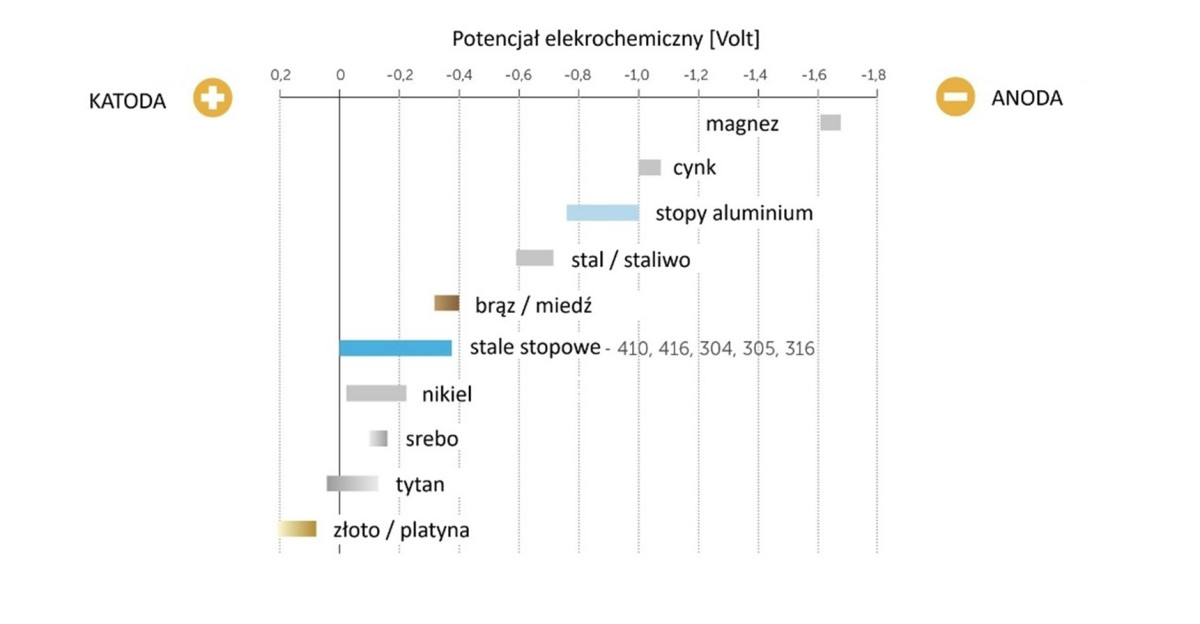
Rys. 5. Potencjał elektrochemiczny wybranych metali i ich stopów. Dla brązu wartość potencjału zawiera się w przedziale 300 – 400 mV, dla staliwa 600 – 700 mV
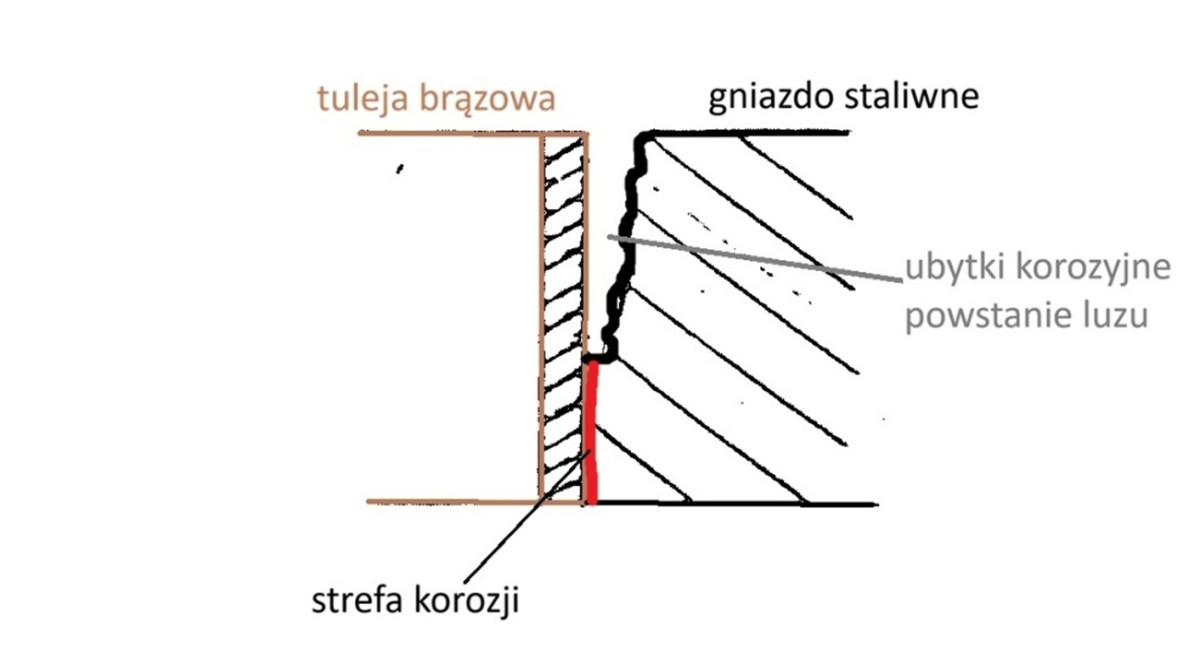
Rys.6. Proces korozyjny na granicy tuleja/gniazdo.
W budowie sterów stosuje się również tuleje z innych materiałów, które jako niemetale z jednej strony zmniejszają ryzyko wystąpienia korozji bimetalicznej zaś z drugiej strony ze względu na mniejszą sztywność wykazują mniejszą sprężystość, co w kontekście osadzenia wciskowego zmienia warunki dopuszczalnych obciążeń węzła łożyskowego (zmiana siły nacisku dla utrzymania stabilności połączenia wciskowego). Rozwiązaniem tego problemu może być zwiększenie rozmiarów tulei/gniazda (zwiększenie powierzchni styku) lub jeszcze bardziej precyzyjne wykonanie połączenia (klasa dokładności itp.). Rozważmy teraz układ w którym tuleja łożyskowa wykonana z brązu (metalu) lub kompozytu (niemetalowego) zostanie osadzona na warstwie kompozytu polimerowego o specjalnych własnościach dostosowanych do wysokiego obciążenia oraz radykalnie upraszczającego montaż. Przeprowadzono badania (modelowe) w których porównano obciążalność dwóch rodzajów połączenia tj. tulei łożyskowej syntetycznej z dodatkami smarnymi osadzonej w pierwszym badaniu wciskowo do oprawy stalowej natomiast drugi przypadek dotyczył połączenia tej samej tulei z gniazdem przy użyciu warstwy kompozytu polimerowego Belzona®1321 Ceramic S Metal (Fot.4.) w dwóch wariantach grubości warstwy kompozytu tj. 0,5 mm i 5 mm.

Fot.4. Przygotowanie pary gniazdo stalowe/tuleja ślizgowa do wtrysku ciśnieniowego kompozytem Belzona®1321
Wymiary modelowych połączeń poddanych testowi na obciążalność mechaniczną :
Tuleja typu Orkot Marine Bearings® (orginalna) :
Długość : 250 mm
średnica zew. : φ240 mm
Gniazdo stalowe :
Długość : 250 mm
Średnica zewn. : φ 270 mm
średnica wew. : 1. φ 240 mm*
2. φ 230 mm - dla osadzenia na 5 mm warstwie Belzona®(1321)
3. φ 239 mm - dla osadzenia na 0,5 mm warstwie Belzona®(1321)
*) wykończenie powierzchni wew. właściwe dla pasowania wciskowego
Tak przygotowane modele połączeń poddano próbie wytrzymałości na ścinanie gdzie na prasie mechanicznej (Fot.5.) narastająca siła została przyłożona do tulei aż do zerwania połączenia.

Fot.5. Stanowisko do próby wytrzymałościowej z zamocowanym modelem testowym osadzenia tulei w oprawie metalowej
Okazało się, że dla połączenia zwykłego tj. wtłaczanego - siła potrzebna w pierwszej kolejności do poruszenia tulei wyniosła 73,4 kN (7,34 ton) następnie jej wartość malała skokowo (stick-slip w układzie tribomechanicznym) w miarę wysuwania się tulei z gniazda (Rys.7a). Ten charakterystyczny przebieg „zyg-zak” krzywej odzwierciedlający zmienność siły podczas wysuwania się tulei, związany jest utratą stabilności procesu tarcia co powoduje ruch skokowy tulei wg oprawy.
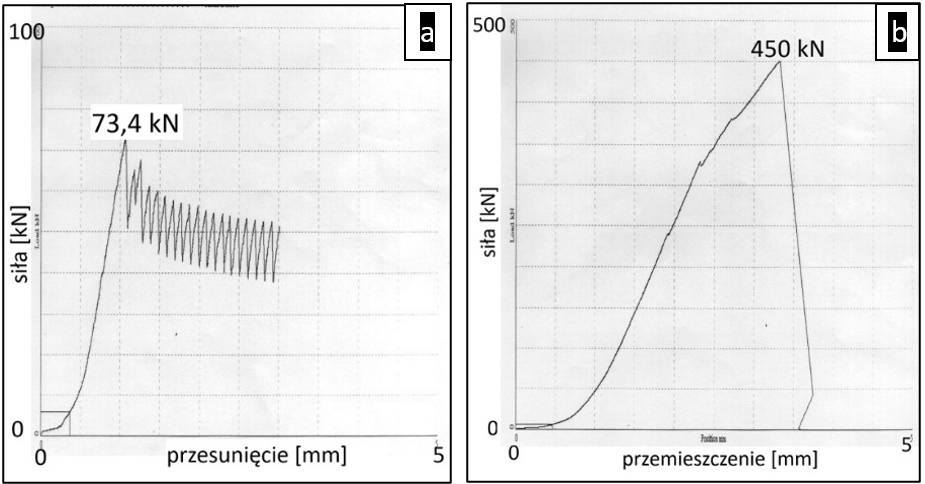
Rys.7. Przebieg siły w funkcji przemieszczenia podczas wyciskania tulei.
Prawię 7-krotnie większa siła w stosunku do osadzenia wciskowego, była potrzebna aby ruszyć tuleję osadzoną na 5 mm grubości warstwie kompozytu Belzona®1321 (rys.7.b) i co ważne, że zerwanie połączenia tulei z oprawą nastąpiło w warstwie kompozytu, a nie na styku z powierzchniami łączonych elementów. Podstawowym kryterium wytrzymałości łączenia jest stabilność stykających się powierzchni i zdolność do przenoszenia sił (obciążeń) tak aby w zakresie planowanego maksymalnego obciążenia złącza zapewnić ciągłość odkształceń współpracujących elementów. Co stanie się gdy będziemy zmniejszać grubość warstwy kompozytu. Jak już wspomniano wcześniej płaszczyzna zerwania przebiega wewnątrz kompozytu w pewnej odległości od powierzchni styku. Gdy zmniejszymy grubość warstwy do 0,5 mm to wartość siły potrzebnej do zerwania wyraźnie wzrasta i w przedmiotowym badaniu ze względu na ograniczenia sprzętowe (maksymalna siła dysponowana) test zakończono przy wskazaniu siły na poziomie 599,99 kN czyli potocznie mówiąc „zabrakło skali”. Można jednak na podstawie tych badań stwierdzić, że istnieje pewna optymalna grubość warstwy kompozytu polimerowego Belzona®1321, przy której osiągniemy maksymalne dopuszczalne obciążenie zapewniające stabilność połączenia. Tendencja wzrostu obciążalności w miarę zmniejszania grubości warstwy może wynikać z tego, że udział mikro-warstw umocnionych (adhezyjnych) po obu stronach połączenia kompozytu tj. na powierzchni tulei i oprawy, wzrasta i sam kompozyt staje się bardziej wytrzymały. Nominalna, katalogowa wytrzymałość na ścinanie Belzona®1321 wynosi : 22 MPa przy zrywaniu próbek stalowych i 21,3 MPa przy zrywaniu próbek miedzianych oraz 29 MPa przy obciążeniu próbki ze stali zwykłej, momentem skręcającym. Na krzywej przebiegu siły dla kompozytu (rys.7.b) widać, że w pierwszej fazie obciążenia rośnie prawie wyłącznie odkształcenie, a więc tak jakby siła przyłożona do obiektu „znikała”. Takie zachowanie się materiału pod obciążeniem jest charakterystyczne dla struktury cząsteczkowej jaka występuje w polimerach i odróżnia się zasadniczo od atomowej struktury metali. Konsekwencją makrocząsteczkowej budowy jest lepko-sprężystość czy inaczej mówiąc stan wysoko elastyczny występujący w temperaturach eksploatacji. Polimery zbudowane są z makrocząsteczek złożonych z połączonych wiązaniami chemicznymi jednostek zwanych merami lub segmentami posiadających swobodę drgań i rotacji, co oznacza w praktyce giętkość materiału nie osiągalną dla materiałów o strukturze atomowej (m.in. matali i ich stopów). Zatem energia jaka jest dostarczana do kompozytu podczas próby wytrzymałościowej jest w pierwszej fazie zużywana na ruchy konformacyjne segmentów makrocząsteczki (człon lepkościowy - tworzy się nowy stan równowagi pod obciążeniem) dopiero po jakimś czasie kompozyt zachowuje się niemal jak klasyczny materiał sprężysty tj. odkształcenie jest proporcjonalne do naprężenia, aż do zerwania (punkt o współrzędnych 3,2 mm i 450 kN na rys.7.b).

Fot.6. Osadzenie tulei łożyskowej steru, a) dla czopa steru – faza pozycjonowania, b) dla czopa trzonu – faza wtrysku ciśnieniowego, c) dla czopa trzonu – faza tuż po zakończeniu wtrysku wypełniającego kompozytem Belzona®1321. Widoczne śruby ustalające i rozpięte struny pozycjonowania tulei do osi trzonu i czopa (jeśli jest, to również z osią wału)
Opisane cechy kompozytu polimerowego określane również jako wymuszona elastyczność wnoszą do układu mocowania/łożyskowania płetwy steru nieosiągalną w innych metodach montażu - tłumienność węzła. Tuleja posadowiona jest zatem na swego rodzaju „amortyzatorze”, który w tym przypadku może być traktowany jako wibroizolacja. Ponadto warstwa Belzona®1321 jest również izolatorem elektrycznym (rezystywność powierzchniowa rzędu 1012 Ω, skrośna > 1015 Ωcm) – co powoduje zahamowanie korozji elektrochemicznej. W metodzie osadzenia tulei na kompozycie mamy zatem do czynienia ze znacznie bardziej obciążalnym węzłem, odpornym na powstawanie mikro poślizgów, tłumiącym drgania oraz odpornym na korozję.

- Wzrost obciążalności węzła
- Wydłuża trwałość elementów steru, mniej remontów i wydłużony okres pływania
- Przyczynia się do stabilności pracy steru
- Niskie koszty montażu, krótki czas i łatwość wykonania
- Osadzenie przy minimalnym nakładzie energii (technika „na zimno” – kompozyt utwardza się bez ciepła zewnętrznego w normalnej temperaturze)